В отличие от гнутых и крутоизогнутых фитингов сварные секторные отводы ОСТ 34 10 419 представляют собой не детали, а сборочные единицы. Фасонные изделия DN 125 – 1220 мм созданы для конструирования трубопроводов В, С групп в атомной энергетике.
Отводы изготавливаются методом сварки из секторов/полусекторов. Используют фитинги для транспортировки среды с давлением номинальным ниже 2,5 МПа при температуре до +300°С. Обеспечиваем в Москве конкурентные расценки на трубопроводные изделия собственного производства.
Требования ОСТ 34-10-419
Существует минимум три способа изготовления отвода:
- металл расплавляется, отливается в форму нужного размера;
- трубчатая заготовка подходящего диаметра деформируется холодным/горячим способом;
- из трубы вырезаются несколько трапециевидных колец, а затем из них сваривается отвод нужной конфигурации.
В первом случае сложно получить необходимую структуру материала. Во втором невозможно избежать утолщения/утонения металла на внутреннем/внешнем радиусе изгиба, избавиться от внутренних напряжений стали. В последнем варианте слабым звеном являются сварные швы.
В категории стандартов Г18 для энергетической промышленности на сборочные единицы, детали трубопроводов из хромсодержащих сталей отводы ОСТ 34 10 419 разработаны для трубопроводов большого сечения. По госклассификатору стандартов РФ ОСТ входит в группу трубопроводных соединений, относится к классу общих машинных деталей, попадает в раздел оборудования, инструментов и машин АЭС/ТЭС. Регламент стандарта выглядит следующим образом:
- диаметр номинальный – 125 – 1220 мм;
- присоединение – сварочное;
- конструкционный материал – сварная труба для диаметра от 350 мм, бесшовная для DN 125 – 300 мм;
- разделка кромок – под приварку;
- марка стали – 08Х18Н10Т либо 12Х18Н10Т;
- угол изгиба – 30°, 60°, 45°, 90°;
- диаметр присоединительный – 133х6 – 1220х10 мм;
- радиус изгиба – 1,3 – 2,2DN;
- назначение – паропроводы электростанций, трубопроводы горячей воды;
- варианты исполнения – 01 – 64;
- технология изготовления – сварка из сегментных колец;
- параметры рабочей среды – давление 2,5 МПа, температура +300°С.
В стандартах приводятся таблицы с размерами сборочных единиц и их отдельных деталей. Секторный сварной отвод может иметь прямые участки произвольной, проектной длины.
Особенности конструкции
В отличие от крутоизогнутых, гнутых фитингов секторные сварные отводы ОСТ 34 10 419 не имеют закругленных поверхностей. При этом характеристика «радиус изгиба» в этих фасонных деталях присутствует. Конструкция сварного отвода секторного имеет особенности:
- фитинг состоит из нескольких деталей, состыкованных методом неразъемного соединения – сварки;
- отводы 30° состоят из двух полусекторов;
- отводы 45° и 60° дополнительно включают в себя сектор;
- отводы 90° сделаны из трех секторов, двух полусекторов.
Сектором называется вырезанное из трубчатой заготовки кольцо, форма которого в проекции составляет равнобедренную трапецию. Полусектор, соответственно, представляет собой кольцо в виде прямоугольной трапеции.
Скос полусекторов составляет либо 11°15’, либо 15° ровно. Точно такой же угол размечается на каждой стороне сектора. Необходимый радиус изгиба в этой технологии обеспечивается размерами оснований трапеции a, b.
Для диаметра 125 – 300 мм используется цельнотянутая бесшовная труба. Начиная с DN 350 мм, секторы/полусекторы вырезаются из сварной трубы. При сварке фитинга разбежка продольных швов на соседних кольцах должна быть больше 100 мм.
В зависимости от DN используется три варианта разделки кромок:
- 133 – 325 мм – фаска 20° под приварку, проточка 3 мм радиус скругления 1 мм;
- 377 – 630 мм – фаска под приварку 35°;
- 720 – 1220 мм – фаска 30° под сварку.
Разметка колец производится по шаблону «рыбка», размеры которого представлены в таблицах ОСТ 34-1-419.
Область применения
Из-за оригинальной конструкции отводы ОСТ 34 10 419 обладают следующими характеристиками:
- созданы для изменения под углом 30°, 90°, 60°, 45° направления потока рабочей среды;
- изготовлены из тонкостенной трубы с соотношением Dн/S = 20,1 – 50 единиц;
- технология производства материалоемкая, энергоэффективная;
- себестоимость фитингов низкая в сравнении с прочими методами производства;
- сварные отводы обычно используют для больших диаметров;
- марки сталей 08Х18Н10Т, 12Х18Н10Т жаропрочные, дорогие в производстве.
Стандарт разработан для энергетической промышленности. При помощи сварных секторных отводов собираются трубопроводы с характеристиками не агрессивной среды 2,5 МПа, +300°С максимум. Для проектирования путепроводов большого диаметра в других отраслях народного хозяйства с отводами ОСТ 34.10.419 необходимо экономически обосновать целесообразность.
В примечаниях №1, 2 для первой таблицы ОСТ 34-10-419 указано, что сварные секторные фитинги DN 125 – 300 мм используются в том случае, если невозможно заложить в проект отводы ОСТ 34-10-418. Для трубопроводов В категории с характеристиками Т=+100°С, PN=1,57 МПа сварные сегментные отводы подходят без ограничений.
Размерный ряд
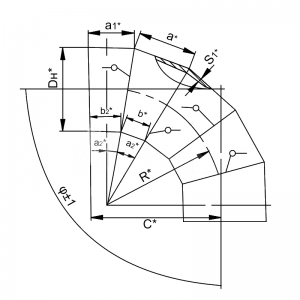
Обязаны соответствовать отводы ОСТ 34 10 419 нижеприведенному чертежу для каждого угла изгиба
Размеры сварных фитингов должны соответствовать табличным значениям:
| Угол | PN | Dн | S | DN | Исполнение | R | b/a | b1/a1 | α | α1 |
| 30° | 2,5 | 133 | 6 | 125 | 01 | 255 | – | 100/136 | 15 | – |
| 159 | 150 | 02 | 270 | 100/142 | ||||||
| 219 | 11 | 200 | 03 | 295 | 100/159 | |||||
| 220 | 7 | 04 | ||||||||
| 273 | 11 | 250 | 05 | 410 | 125/198 | |||||
| 325 | 12 | 300 | 06 | 490 | 138/225 | |||||
| 377 | 6 | 350 | 25 | 570 | 105/206 | |||||
| 426 | 8 | 400 | 26 | 640 | 116/230 | |||||
| 530 | 8 | 500 | 27 | 800 | 144/286 | |||||
| 1,6 | 630 | 8 | 600 | 28 | 950 | 175/344 | ||||
| 2,5 | 12 | 29 | ||||||||
| 720 | 10 | 700 | 30 | 1080 | 195/388 | |||||
| 1,6 | 820 | 800 | 31 | 1230 | 220/440 | |||||
| 920 | 900 | 32 | 1380 | 248/494 | ||||||
| 1020 | 1000 | 33 | 1530 | 275/548 | ||||||
| 1 | 1220 | 1200 | 34 | 1830 | 328/655 | |||||
| 45° | 2,5 | 133 | 6 | 125 | 07 | 320 | 100/154 | 100/127 | 11°15’ | 22°30’ |
| 159 | 150 | 08 | 330 | 100/163 | 100/131 | |||||
| 219 | 11 | 200 | 09 | 360 | 100/187 | 100/143 | ||||
| 220 | 7 | 10 | ||||||||
| 273 | 11 | 250 | 11 | 410 | 110/218 | 106/160 | ||||
| 325 | 12 | 300 | 12 | 490 | 130/260 | 115/180 | ||||
| 377 | 6 | 350 | 35 | 570 | 152/302 | 126/200 | ||||
| 426 | 8 | 400 | 36 | 640 | 170/340 | 135/220 | ||||
| 530 | 500 | 37 | 800 | 214/424 | 110/215 | |||||
| 1,6 | 630 | 600 | 38 | 950 | 254/504 | 130/255 | ||||
| 2,5 | 12 | 39 | ||||||||
| 720 | 10 | 700 | 40 | 1080 | 286/574 | 146/290 | ||||
| 1,6 | 820 | 800 | 41 | 1230 | 326/652 | 165/328 | ||||
| 920 | 900 | 42 | 1380 | 366/732 | 185/368 | |||||
| 1020 | 1000 | 43 | 1530 | 406/812 | 205/408 | |||||
| 1 | 1220 | 1200 | 44 | 1830 | 486/972 | 245/488 | ||||
| 60° | 2,5 | 133 | 6 | 125 | 13 | 255 | 100/172 | 100/136 | 15° | 30° |
| 159 | 150 | 14 | 270 | 100/187 | 100/142 | |||||
| 219 | 11 | 200 | 15 | 295 | 100/217 | 100/159 | ||||
| 220 | 7 | 16 | ||||||||
| 273 | 11 | 250 | 17 | 410 | 147/293 | 123/196 | ||||
| 325 | 12 | 300 | 18 | 490 | 176/350 | 138/225 | ||||
| 377 | 6 | 350 | 45 | 570 | 204/406 | 105/206 | ||||
| 426 | 8 | 400 | 46 | 640 | 230/458 | 116/230 | ||||
| 530 | 500 | 47 | 800 | 288/572 | 144/286 | |||||
| 1,6 | 630 | 600 | 48 | 950 | 340/678 | 175/344 | ||||
| 2,5 | 12 | 49 | ||||||||
| 720 | 10 | 700 | 50 | 1080 | 386/772 | 195/388 | ||||
| 1,6 | 820 | 800 | 51 | 1230 | 440/880 | 220/440 | ||||
| 920 | 900 | 52 | 1380 | 494/986 | 248/494 | |||||
| 1020 | 1000 | 53 | 1530 | 548/1094 | 275/548 | |||||
| 1 | 1220 | 1200 | 54 | 1830 | 654/1308 | 328/655 | ||||
| 90° | 2,5 | 133 | 6 | 125 | 19 | 320 | 100/154 | 100/127 | 11°15’ | 22°30’ |
| 159 | 150 | 20 | 330 | 100/163 | 100/191 | |||||
| 219 | 11 | 200 | 21 | 360 | 100/187 | 100/143 | ||||
| 220 | 7 | 22 | ||||||||
| 273 | 11 | 250 | 23 | 410 | 110/218 | 106/160 | ||||
| 325 | 12 | 300 | 24 | 490 | 130/260 | 115/180 | ||||
| 377 | 6 | 350 | 55 | 570 | 152/302 | 126/200 | ||||
| 426 | 8 | 400 | 56 | 640 | 170/340 | 135/220 | ||||
| 530 | 500 | 57 | 800 | 214/424 | 110/215 | |||||
| 1,6 | 630 | 600 | 58 | 950 | 252/504 | 130/255 | ||||
| 2,5 | 12 | 59 | ||||||||
| 720 | 10 | 700 | 60 | 1080 | 286/574 | 146/290 | ||||
| 1,6 | 820 | 800 | 61 | 1230 | 326/652 | 165/328 | ||||
| 920 | 900 | 62 | 1380 | 366/732 | 185/368 | |||||
| 1020 | 1000 | 64 | 1530 | 406/812 | 205/408 | |||||
| 1 | 1220 | 1200 | 64 | 1830 | 486/972 | 245/488 |
Для обозначения в технической документации для сварных секторных отводов принят регламент:
- тип фасонного изделия – «отвод»;
- вид трубопровода – В, С категория по правилам АЭУ, П для ГВС и паропроводов;
- угол изгиба – 30°, 45°, 60°, 90°;
- присоединительные размеры – наружный диаметр трубы 133 – 1220 мм, толщина ее стенки 6 – 12 мм;
- номинальное давление среды – 1 – 2,5 МПа;
- категория сварного шва – I – III по ГОСТ 23.188;
- вариант исполнения – 01 – 64;
- нормативный документ – ОСТ 34.10.419.
Вместо концевых полусекторов в сегментных сварных отводах могут использоваться трубы с косым срезом 11°15’ или 15°. В этом случае длина прямых участков в мм указывается между присоединительным размером трубы и номинальным давлением.
Материальное исполнение
В регламенте стандарта ОСТ 34 указаны две марки стали, из которых производят сварные отводы секторные – 08Х18Н10Т, 12Х18Н10Т. Конструкционный материал относится к ферритному классу. Свойства стали стабильны, в мартенситную фазу она при нагревании не переходит.
Обрабатываемость жаропрочных сплавов высокая, свариваемость труб нормальная, без предварительного подогрева.
Конструкция сектора
В базовой комплектации отводы ОСТ 34 10 419 имеют с каждой стороны концевой сектор с одним ровным резом 90° для присоединения в разрыв трубопровода. Для быстрой точной разметки этой кольцевой детали используется шаблон, форма которого должна соответствовать нижнему чертежу
Кроме прямого концевого сектора типа К (прямоугольная трапеция) существуют модификации типа Л (параллелограмм).
Промежуточный сектор имеет форму равнобедренной трапеции, а развертка вдвое сложнее, чем у полусектора.
После раскроя кольцевых заготовок из бесшовной/сварной трубы отводы ОСТ изготавливают сваркой. При разметке секторов, как промежуточных, так и концевых, из электросварной трубы развертку смещают по кругу, чтобы расстояние между продольными швами соседних колец сборочной единицы было больше 100 мм. Сделать это позже не представляется возможным из-за сложной конфигурации заготовок.
В компании Полинэрго реализуются отводы ОСТ 34 10 419 и прочие трубопроводные детали собственного производства. Что позволяет снизить цены в Москве до разумного минимума. Добавив страницу в браузерные закладки, вы больше не потеряете наш ресурс, сможете подписаться на рассылку лучших предложений компании.