 Технически колено ОСТ 34 10 750 представляет собой гнутый горячим способом отвод ОГ. Фитинг предназначен для ТЭЦ энергетической промышленности РФ. Фасонные изделия DN 10 – 400 мм созданы для транспортировки рабочей среды с характеристиками +425°С и 4 МПа максимум.
Технически колено ОСТ 34 10 750 представляет собой гнутый горячим способом отвод ОГ. Фитинг предназначен для ТЭЦ энергетической промышленности РФ. Фасонные изделия DN 10 – 400 мм созданы для транспортировки рабочей среды с характеристиками +425°С и 4 МПа максимум.
В разрыв трубопровода колено монтируется сваркой. В стандарте утверждены углы изгиба 15°, 45°, 30°, 60°, 90°, радиусы изгиба от 4Dн. Фитинги изготавливаются из стали марки 20, обладающей рациональным сочетанием механических качеств, себестоимости изготовления.
Особенности конструкции
Бесшовное колено гнутое ОСТ 34 10 750 обладает следующими конструктивными особенностями:
- радиус изгиба от 2,6 размеров наружного диаметра трубчатой заготовки;
- прямые концы по обе стороны от радиуса изгиба, не обязательно одинакового размера;
- соответствие отечественным стандартам DN трубного металлопроката;
- использование горячих методов деформации металла;
- колена изготавливаются из стальной бесшовной горячетянутой трубы с нормальной толщиной стенки или тонкостенных модификаций.
Разделка кромок под приварку производится по стандарту ОСТ 34.10.748.
Область использования
Согласно регламента ОСТ 34 10 750 гнутое колено обладает следующими эксплуатационными характеристиками:
- колено – внутри отвода поток рабочей среды плавно изменяет направление на 15 – 90 градусов;
- гнутое – снижено гидравлическое сопротивление внутри фитинга, имеются прямые участки, колено имеет большие размеры, для конструирования компактных трубопроводов не пригодно;
- толщина стенки – тонкая или нормальная, для высокого давления не пригодна;
- бесшовное – обеспечивается высокий запас надежности фасонной детали, повышается себестоимость продукции;
- изготовление из углеродистой, низколегированной стали – снижение бюджета строительства трубопровода.
Размерный ряд
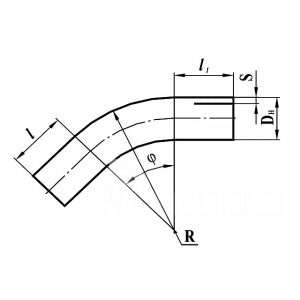
Согласно требованиям ОСТ 34 10 750 колено гнутое должно соответствовать нижеприведенным чертежам:
В нижней таблице приведены размеры для гнутого колена:
| DN | Tp для угла изгиба изгиба | Dн | R | a1 | a | S | ||||
| 90° | 60° | 45° | 30° | 15° | ||||||
| PN 4 МПа | ||||||||||
| 10 | 157 | 105 | 78 | 52 | 26 | 14 | 100 | 100 | 100 | 2 |
| 15 | 18 | |||||||||
| 20 | 25 | |||||||||
| 25 | 32 | |||||||||
| 32 | 236 | 157 | 118 | 79 | 39 | 38 | 150 | |||
| 40 | 314 | 209 | 157 | 105 | 52 | 45 | 200 | 2,5 | ||
| 50 | 471 | 314 | 236 | 157 | 79 | 57 | 300 | 150 | 150 | 3 |
| 65 | 76 | 4 | ||||||||
| 80 | 628 | 419 | 314 | 210 | 105 | 89 | 400 | 200 | 4,5 | |
| 100 | 942 | 628 | 471 | 314 | 157 | 108 | 600 | 6 | ||
| 125 | 133 | 500 | 500 | |||||||
| 150 | 1021 | 680 | 510 | 340 | 170 | 159 | 650 | 7 | ||
| 200 | 1570 | 1047 | 785 | 524 | 262 | 219 | 1000 | 9 | ||
| 250 | 2152 | 1435 | 1076 | 717 | 359 | 273 | 1370 | 600 | 11 | |
| 300 | 325 | 700 | 13 | |||||||
| 350 | 2356 | 1570 | 1178 | 785 | 393 | 377 | 1500 | 800 | 800 | 15 |
| 400 | 2670 | 1780 | 1335 | 890 | 445 | 426 | 1700 | 16 | ||
| PN 2,5 МПа | ||||||||||
| 65 | 471 | 314 | 236 | 157 | 79 | 76 | 300 | 150 | 150 | 3 |
| 80 | 628 | 419 | 314 | 210 | 105 | 89 | 400 | 200 | 3,5 | |
| 100 | 942 | 628 | 471 | 314 | 157 | 108 | 600 | 4 | ||
| 125 | 133 | 500 | 500 | |||||||
| 150 | 1021 | 680 | 510 | 340 | 170 | 159 | 650 | 5 | ||
| 200 | 1570 | 1047 | 785 | 524 | 262 | 219 | 1000 | 7 | ||
| 250 | 2152 | 1435 | 1076 | 717 | 359 | 273 | 1370 | 600 | 8 | |
| 300 | 325 | 700 | ||||||||
| 350 | 2356 | 1570 | 1178 | 785 | 393 | 377 | 1500 | 800 | 800 | 9 |
| 400 | 2670 | 1780 | 1335 | 890 | 445 | 426 | 1700 | 10 | ||
Обозначается фитинг надписью «колено гнутое» и характеристиками в следующей последовательности:
- угол изгиба – 15° – 90°;
- диаметр наружный – 14 – 426 мм;
- толщина стенки трубы – 2 – 10 мм;
- длина прямых участков – 100 – 800 мм;
- длина развертки трубчатой заготовки – вычисляется индивидуально исполнителем;
- номинальное давление – 2,5 МПа, 4 МПа;
- нормативный документ на изготовление – ОСТ 34-10-750.
Марка стали 20 в маркировке не указывается, так как является единственным конструкционным материалом для гнутых колен по этому стандарту.
По аналогии с ОГ отводами колено ОСТ 34 10 750 производится на индукционных гибочных станках:
- заготовка мерной длины подается гидротолкателем по станине;
- перед гибочным участком производится кольцевой высокотемпературный нагрев газовоздушной горелкой либо токами ВЧ;
- свободный конец трубчатой заготовки направляется в горизонтальной плоскости под заданным углом вбок.
Затем изделие калибруется, осуществляется разделка кромок под сварку – снятие фаски 35° или под другим углом в зависимости от способа сварки на объекте.